

首页 产品中心 无损检测
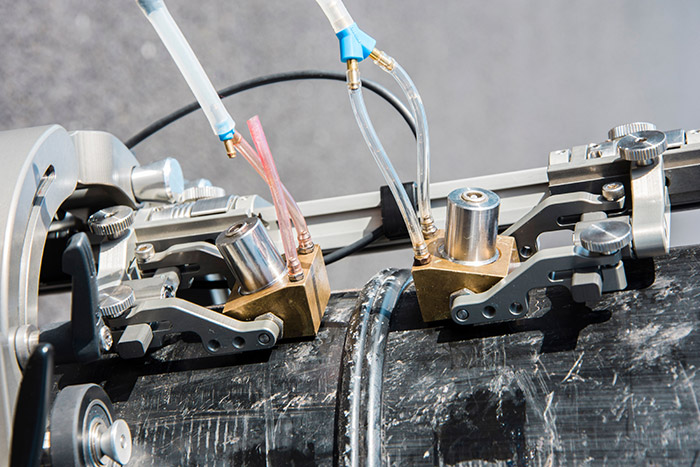
衍射时差法超声检测TOFD
衍射时差法超声检测(TOFD)采用一发一收两个宽带窄脉冲探头进行检测,探头相对于焊缝中心线对称布置。发射探头产生非聚焦纵波波束以一定角度入射到被检工件中,其中部分波束沿近表面传播被接收探头接收,部分波束经底面反射后被探头接收。接收探头通过接收缺陷尖端的衍射信号及其时差来确定缺陷的位置和自身高度。

相控阵检测PAUT
相控阵检测(PAUT)是超声探头晶片的组合,由多个压电晶片按一定的规律分布排列,然后逐次按预先规定的延迟时间激发各个晶片,所有晶片发射的超声波形成一个整体波阵面,能有效地控制发射超声束(波阵面)的形状和方向,能实现超声波的波束扫描、偏转和聚焦。它为确定不连续性的形状、大小和方向提供出比单个或多个探头系统更大的能力。

超声波检测UT
超声检测(UT)是指利用超声波对金属构件内部缺陷进行检查的一种无损检测方法。用发射探头向构件表面通过耦合剂发射超声波,超声波在构件内部传播时遇到不同界面将有不同的反射信号(回波)。利用不同反射信号传递到探头的时间差,可以检查到构件内部的缺陷。

射线检测RT
射线检测(RT)常用的射线有X射线和γ射线两种。X射线和γ射线能不同程度地透过金属材料,对照相胶片产生感光作用。利用这种性能,当射线通过被检查的焊缝时,因焊缝缺陷对射线的吸收能力不同,使射线落在胶片上的强度不一样,胶片感光程度也不一样,这样就能准确、可靠、非破坏性地显示缺陷的形状、位置和大小。

磁粉检测MT
磁粉检测(MT)是指铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变 而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。根据磁化时施加的磁粉介质种类,检测方法分为湿法和干法;按照工件上施加磁粉的时间,检验方法分为连续法和剩磁法。

渗透检测PT
渗透检测(PT)是一种以毛细作用原理为基础的检查表面开口缺陷的无损检测方法。其工作原理是:工件表面被施涂含有荧光染料或者着色染料的渗透剂后,在毛细作用下,经过一定时间,渗透剂可以渗入表面开口缺陷中;去除工件表面多余的渗透剂,经过干燥后,再在工件表面施涂吸附介质——显像剂;同样在毛细作用下,显像剂将吸引缺陷中的渗透剂,即渗透剂回渗到显像中;在一定的光源下(黑光或白光),缺陷处的渗透剂痕迹被显示(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。
超声导波检测
超声导波检测的工作原理:探头阵列发出一束超声能量脉冲,此脉冲充斥整个圆周方向和整个管壁厚度向远处传播,当遇到管子内外壁腐蚀或缺陷引起的金属缺损时,由于管道横截面(厚度)发生了改变,在缺损处会有反射波返回,通过仪器分析由同一探头阵列检出的反射信号即可探知管道的内外部缺陷位置、大小和腐蚀状况。超声导波检测仪器能够自动识别超声导波的模式(纵波和扭转波),能够区分管道的腐蚀情况和管道的特征(支撑、弯头、三通、法兰、焊缝轮廓等)。

涂层检测-测厚检测
金属材料涂镀层厚度检测是使用超声波测厚仪对金属材料壁厚进行测量,其主要由主机和探头两部分组成。